Drilling Mud Recycling with Shale Shaker: Maximizing Fluid Recovery and Minimizing Waste
In the modern oil and gas drilling industry, drilling mud recycling is a cornerstone of both economic and environmental responsibility. Drilling fluid—whether water-based, oil-based, or synthetic-based—represents a significant portion of well construction costs. The ability to recover, clean, and reuse this valuable fluid is essential for controlling expenses and meeting stringent regulatory requirements. At the heart of this recycling process lies the shale shaker, the primary solids control device that initiates the separation of drill cuttings from the returning mud stream. Understanding drilling mud recycling with shale shaker technology is vital for operators seeking to optimize fluid recovery, reduce waste volumes, and enhance overall drilling performance.

The Role of the Shale Shaker in Mud Recycling
Drilling mud recycling begins the moment fluid returns from the wellbore. The returning mud is laden with formation cuttings—rock fragments ranging from fine silt to coarse gravel. If these solids are not removed, they degrade mud properties, accelerate equipment wear, and ultimately require the mud to be discarded and replaced. The shale shaker is positioned at the flow line to intercept this solids-laden stream and perform the first and most impactful stage of separation.
Using high-frequency vibration and precision-engineered screens, the shale shaker separates the bulk of coarse solids (typically >74–100 microns) from the liquid phase. The cleaned mud passes through the screen openings and gravity-flows back into the active mud tanks for recirculation. The separated cuttings are discharged for further treatment or disposal. This continuous process is the foundation of closed-loop mud recycling, where the goal is to reuse as much fluid as possible while generating the minimum volume of waste.
How Shale Shaker Performance Drives Recycling Efficiency
The efficiency of drilling mud recycling is directly tied to the performance of the shale shaker. Several factors determine how effectively the shaker recovers valuable fluid and separates undesirable solids:
1. Screen Selection and Cut Point
The choice of API screen mesh size dictates the cut point—the particle size at which separation occurs. Finer screens (higher API numbers) remove smaller solids, resulting in cleaner mud for recycling. However, finer screens may reduce fluid handling capacity. Optimizing screen selection for the specific formation being drilled is a critical recycling decision. Modern shakers like the AIPU Hunter-MG series offer compatibility with a wide range of steel-framed and composite-framed API screens, giving operators the flexibility to tailor the cut point to maximize fluid recovery.
2. Deck Angle and Fluid Retention
The angle of the shaker basket controls how long the mud remains on the screen surface. A flatter angle (or negative downhill slope) increases fluid retention time, allowing more liquid to pass through the mesh before the solids are discharged. This is especially important when recycling expensive oil-based mud (OBM) or synthetic-based mud (SBM), where every liter of recovered fluid translates to significant cost savings. The adjustable deck angle (-1° to +5°) of Hunter-MG shakers enables real-time optimization of fluid recovery.
3. Vibration Characteristics
Consistent, high-frequency vibration (typically 6.0–7.5 G) is essential for fluidizing the mud layer and driving liquid through the screens. Insufficient vibration leads to a deep mud pool and fluid loss over the discharge end. Hunter-MG shakers are equipped with premium vibratory motors from Italvibras, Martin, and Oli, delivering the reliable G-forces necessary for efficient recycling.
4. Preventing Screen Blinding
In formations containing sticky, reactive clays, screens can become "blinded"—coated with a layer of hydrated clay that blocks fluid passage. This drastically reduces recycling efficiency. The Hunter-MGD dual-motion shaker addresses this challenge with the ability to switch to balanced elliptical motion, which changes the vibration pattern to prevent clay from adhering to the screen surface. This advanced feature ensures consistent mud recovery even in problematic formations.
Economic and Environmental Benefits of Effective Mud Recycling
Investing in high-performance shale shaker technology for drilling mud recycling yields tangible benefits:
-
Reduced Fluid Costs: Recovering and reusing drilling mud minimizes the need to purchase fresh base fluid and additives. In OBM systems, where fluid costs can exceed hundreds of dollars per barrel, the savings are substantial.
-
Lower Waste Disposal Volumes: By discharging cuttings with minimal retained fluid, the shaker reduces the total volume of waste requiring treatment, transport, and disposal. This lowers disposal fees and simplifies environmental compliance.
-
Decreased Dilution Requirements: Cleaner recycled mud requires less dilution to maintain desired properties, further conserving fluid and reducing chemical treatment costs.
-
Extended Equipment Life: Removing abrasive solids protects mud pumps, downhole tools, and downstream solids control equipment, reducing maintenance expenses and non-productive time.
AIPU Hunter-MG Series: Engineered for Superior Mud Recycling
The AIPU Hunter-MG series shale shaker is purpose-built to maximize drilling mud recycling efficiency across a wide range of drilling applications. Manufactured by Aipu Solid Control Co., Ltd, with over 20 years of specialized expertise, these shakers incorporate design features that directly enhance fluid recovery and solids separation.
Models Tailored for Optimal Recycling
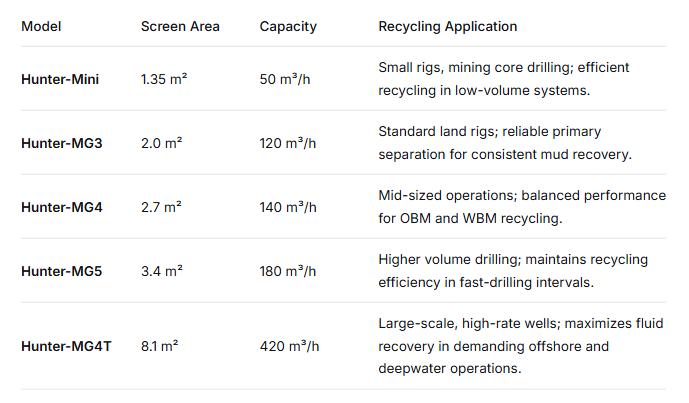
Key Features Supporting Mud Recycling
-
Adjustable Deck Angle (-1° to +5°): Fine-tune fluid retention to maximize base oil or water recovery.
-
Premium Vibratory Motors: Consistent G-force delivery for rapid liquid throughput.
-
Dual-Motion Capability (Hunter-MGD): Prevents screen blinding in reactive clays, ensuring uninterrupted recycling.
-
Flexible Screen Options: Select the optimal mesh size to balance cut point and fluid capacity.
-
Robust Construction: Heavy-duty anti-corrosion coatings and strict manufacturing standards ensure long-term reliability in harsh environments.
Seamless Integration into Closed-Loop Systems
Hunter-MG shakers are designed to integrate smoothly with Aipu's comprehensive line of solids control and waste management equipment, including desanders, desilters, mud cleaners, and centrifuges. This system-level compatibility enables operators to construct a complete, high-efficiency mud recycling plant tailored to their specific drilling program.
Conclusion
Drilling mud recycling with shale shaker technology is a fundamental practice for modern, cost-conscious, and environmentally responsible drilling. The shale shaker's role as the primary separation device makes it the single most influential piece of equipment in determining fluid recovery rates and waste generation volumes. By selecting a high-performance shaker like the AIPU Hunter-MG series, drilling contractors can significantly enhance their mud recycling efficiency—reducing operational costs, minimizing environmental footprint, and contributing to a more sustainable drilling future.
Related Products







