What Is G-Force in Shale Shaker? Understanding the Key Parameter for Solids Control Performance
In the specialized vocabulary of drilling fluids processing, few terms carry as much technical weight as G-force. When discussing shale shaker specifications, you will invariably encounter references to "high G-force" or "operating Gs." But what exactly is G-force in the context of a shale shaker, and why does it matter so critically for effective solids control? This article provides a comprehensive explanation of what G-force in shale shaker means, how it is calculated, how it influences separation performance, and what specifications to look for when selecting equipment for your drilling operation.
Defining G-Force in a Shale Shaker
In simple terms, G-force (also written as "G" or "g-force") in a shale shaker is a measure of the peak acceleration applied to the vibrating screen basket relative to the acceleration of Earth's gravity. One "G" is equal to the acceleration due to gravity at the Earth's surface—approximately 9.81 meters per second squared (m/s²) or 32.2 feet per second squared (ft/s²).
When a shale shaker operates, its vibratory motors cause the screen basket to oscillate rapidly. The basket and the mud-cuttings mixture on the screen experience cyclical acceleration forces. The G-force rating expresses the maximum acceleration achieved during each vibration cycle. For example, if a shaker is rated at 6.5 G, the screen basket reaches a peak acceleration of 6.5 times the force of gravity. This means that a particle resting on the screen surface "feels" an effective weight 6.5 times its actual weight at the peak of the vibration stroke.
How Is G-Force Calculated?
The G-force generated by a shale shaker is not an arbitrary number; it is a direct function of two mechanical parameters: vibration stroke (double amplitude) and motor speed (RPM) . The relationship is expressed by the following formula (approximate):
G = (Stroke × RPM²) / 1,800,000
Where Stroke is measured in millimeters and RPM is revolutions per minute.
Alternatively, using imperial units (Stroke in inches):
G = (Stroke × RPM²) / 70,400
From this formula, it is clear that:
-
Increasing motor speed (RPM) dramatically increases G-force (since RPM is squared).
-
Increasing stroke (amplitude) also increases G-force proportionally.
Example Calculation
Consider a shale shaker with:
-
Double amplitude (stroke) = 6 mm
-
Motor speed = 1500 RPM
G = (6 × 1500²) / 1,800,000 = (6 × 2,250,000) / 1,800,000 = 13,500,000 / 1,800,000 = 7.5 G
Now consider the same shaker with 1800 RPM (60 Hz power):
G = (6 × 1800²) / 1,800,000 = (6 × 3,240,000) / 1,800,000 = 19,440,000 / 1,800,000 = 10.8 G
This illustrates why motor speed selection is critical and why shakers designed for 50 Hz (1500 RPM) and 60 Hz (1800 RPM) electrical systems can exhibit significantly different performance characteristics.
The Critical Role of G-Force in Shale Shaker Performance
Why does G-force matter so much? Because it directly determines the shaker's ability to fluidize the drilling mud layer, stratify solids, and drive liquid through the screen mesh.
1. Overcoming Fluid Cohesion and Viscosity
Drilling mud is a non-Newtonian fluid with yield stress and gel strength. Without sufficient acceleration, the mud simply sits on the screen as a semi-solid mass, and liquid will not pass through the mesh efficiently. High G-force breaks down the gel structure and shear-thins the mud at the screen interface, allowing the liquid phase to separate and flow through the openings.
2. Stratification of Solids
Adequate G-force causes the heavier, larger cuttings to settle toward the screen surface while lighter fluid rises to the top. This stratification is essential for efficient screening. If G-force is too low, solids remain suspended in the mud, and the shaker functions more as a conveyor than a separator.
3. Conveying Cuttings to Discharge
The directional component of the vibration vector, combined with sufficient G-force, propels the retained solids across the deck toward the discharge end. Inadequate G-force results in slow solids transport, causing cuttings to accumulate and potentially overflow the sides of the shaker.
4. Preventing Screen Blinding
In sticky formations (reactive clays, gumbo), higher G-forces can help "shake off" adhering particles, reducing the tendency for screens to blind. However, this must be balanced against the potential for increased screen wear at very high G-levels.
Typical G-Force Ranges in Modern Shale Shakers
Modern shale shakers used in oil and gas drilling typically operate in the range of 6.0 G to 7.5 G. This range has been found to provide an optimal balance between:
-
Separation efficiency: Sufficient energy to fluidize and separate most drilling muds.
-
Screen life: Excessive G-force accelerates screen fatigue and failure. Operating within the 6.0–7.5 G range maximizes screen panel longevity.
-
Structural durability: The shaker basket and welds must withstand millions of high-stress cycles. Overly aggressive G-forces can lead to premature structural cracking.
Some specialized shakers for heavy-duty applications or mining may operate up to 8.0 G or slightly higher, but this is less common in standard drilling operations due to the trade-off with screen and equipment life.
G-Force vs. Motion Type: The Complete Picture
It is important to understand that G-force alone does not define shaker performance. The vibration motion pattern—linear, balanced elliptical, or circular—works in concert with G-force to determine separation effectiveness.
-
Linear Motion Shakers: Deliver a consistent G-force vector at a fixed angle (typically 45–60°). They excel at conveying coarse, abrasive cuttings.
-
Balanced Elliptical Motion Shakers: Produce varying G-force magnitudes and directions during each cycle. This motion is particularly effective at handling sticky clays and preventing screen blinding, even at moderate G-force levels.
AIPU Hunter-MG Series: Optimized G-Force for Reliable Separation
When evaluating shale shakers for your drilling program, G-force specification is a key performance indicator. The AIPU Hunter-MG series shale shaker is engineered to deliver G-forces within the optimal 6.0–7.0 G range, providing the ideal balance of separation power and operational durability. Manufactured by Aipu Solid Control Co., Ltd, a company with over 20 years of industry expertise, the Hunter-MG lineup incorporates precise vibration engineering to ensure consistent, reliable solids control.
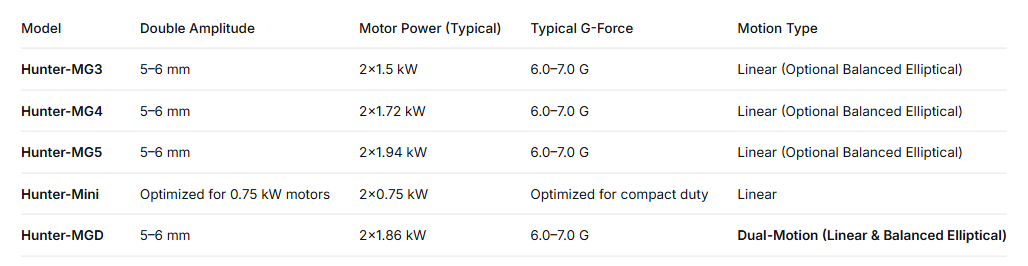
*Note: Exact G-force values depend on final motor configuration and operating frequency (50 Hz / 60 Hz). Hunter-MG shakers are customizable for 380V/50Hz or 460V/60Hz power supplies.*
Why Hunter-MG G-Force Levels Are Optimal
-
Effective Fluidization: The 6.0–7.0 G acceleration consistently overcomes mud gel strength, ensuring rapid liquid passage and high throughput capacity (up to 420 m³/h on the Hunter-MG4T).
-
Extended Screen Life: By avoiding excessively high G-forces, Hunter-MG shakers reduce mechanical stress on screen panels. Both steel-framed and composite-framed screens achieve longer service intervals.
-
Structural Integrity: The shaker basket and vibration isolation system are designed for sustained operation at these G-levels, minimizing fatigue cracking and maintenance downtime.
-
Noise Control: Operating within this G-force envelope helps keep noise levels at or below 85 db, improving rig floor working conditions.
Dual-Motion Advantage: Hunter-MGD
The Hunter-MGD dual-motion shaker deserves special attention regarding G-force application. This model utilizes specialized motors that allow on-the-fly switching between linear and balanced elliptical motion while maintaining optimal G-force characteristics. In balanced elliptical mode, the G-force vector changes orientation during the cycle, providing superior handling of sticky, reactive clays without requiring an increase in overall G-level. This advanced design concept—achieved with just two motors—delivers exceptional versatility for wells with variable lithology.
Premium Motor Options for Consistent G-Force
The reliable generation of target G-forces depends on high-quality vibratory motors. Hunter-MG shakers are available with motors from globally recognized manufacturers including Italvibras, Martin, and Oli. These motors are precision-balanced and designed for continuous duty in demanding oilfield environments, ensuring that the specified G-force is maintained shift after shift.

Adjusting G-Force in the Field
For many shakers, G-force is a fixed characteristic determined by motor speed and eccentric weight configuration. However, some advanced Hunter-MG configurations allow for operational flexibility:
-
Variable Frequency Drives (VFD) : When equipped with a VFD, motor speed—and thus G-force—can be adjusted electronically. This provides real-time control over vibration intensity to match changing drilling conditions.
-
Adjustable Eccentric Weights: Some motor configurations permit mechanical adjustment of the eccentric mass, altering the stroke and G-force output.
Conclusion
Understanding what G-force in shale shaker means is essential for making informed equipment decisions and troubleshooting separation problems. It is the metric that quantifies the vibration intensity applied to the drilling mud, directly influencing fluid recovery, solids conveyance, and screen life. Modern drilling operations benefit most from shakers that operate in the 6.0–7.0 G sweet spot—a range that balances aggressive separation with mechanical durability. The AIPU Hunter-MG series is purpose-built to deliver precisely this level of performance, ensuring that your primary solids control operates reliably and efficiently, well after well.
Related Products







