Shale Shaker Contribution to Drilling Process: How Primary Solids Control Drives Rig Performance and
In the intricate and high-stakes operation of drilling an oil or gas well, every component on the rig is expected to contribute to the overarching goals of safety, efficiency, and cost control. Among the diverse array of machinery—mud pumps, top drives, blowout preventers—the shale shaker might appear utilitarian and unglamorous. Yet, understanding the full scope of the shale shaker's contribution to the drilling process reveals it to be one of the most economically and operationally significant assets on location. Far from being a simple vibrating screen, the shale shaker is the cornerstone of effective drilling fluid management, and its performance reverberates through every phase of well construction. This article explores the multifaceted contributions of the shale shaker and demonstrates how investing in advanced shaker technology directly enhances drilling outcomes.

1. Protecting High-Value Capital Equipment from Abrasive Wear
One of the most immediate and measurable contributions of the shale shaker is the protection of downstream and downhole equipment. Drilling fluid returning from the wellbore carries rock fragments—cuttings—that range from fine silt to sharp, angular gravel. If these abrasive solids are not removed at the earliest opportunity, they recirculate through the entire drilling fluid system, causing accelerated wear on:
-
Mud Pump Fluid Ends: Liners, pistons, valves, and seats are eroded by the constant bombardment of abrasive particles, leading to premature failure, costly repairs, and non-productive time (NPT).
-
Drill Bits: Recirculated cuttings dull cutting structures, reducing rate of penetration (ROP) and necessitating more frequent trips to change bits.
-
Downhole Tools: Mud motors, measurement-while-drilling (MWD) tools, and rotary steerable systems contain precision components highly sensitive to abrasive wear. Failure of these tools can cost hundreds of thousands of dollars in replacement and lost rig time.
The shale shaker intercepts the mud stream directly at the flow line and removes the bulk of coarse solids (typically >74 microns) before they can enter the active mud tanks. By serving as a sacrificial barrier, the shaker extends the service life of pumps, bits, and downhole tools, directly reducing maintenance costs and improving operational availability.
2. Maintaining Engineered Drilling Fluid Properties
Drilling fluid is not merely "mud"—it is a carefully engineered blend of base fluids, weighting agents, and chemical additives designed to perform specific functions under extreme downhole conditions. The accumulation of drilled solids in the fluid degrades these properties:
-
Increased Plastic Viscosity: Fine solids increase internal resistance to flow, requiring higher pump pressures and increasing fuel consumption.
-
Higher Density and Solids Content: Uncontrolled solids buildup raises mud weight, which can exceed fracture gradients and cause lost circulation.
-
Thicker Filter Cakes: Excess solids deposit on the wellbore wall, increasing the risk of differential sticking and formation damage.
An efficient shale shaker removes damaging solids at the source, helping to preserve the designed rheology of the mud. This contribution translates directly into better hole cleaning, improved wellbore stability, and reduced consumption of expensive chemical additives and dilution fluids.
3. Reducing Total Drilling Costs Through Fluid Conservation and Waste Minimization
The economic contribution of the shale shaker is substantial and multifaceted:
-
Drilling Fluid Recovery: In oil-based mud (OBM) and synthetic-based mud (SBM) systems, drilling fluid costs can represent a significant portion of the well budget. The shale shaker recovers a high percentage of this valuable fluid by allowing the liquid phase to pass through the screens while discharging only the solid cuttings. This minimizes fluid losses and reduces the need for expensive base oil dilution.
-
Waste Volume Reduction: The volume of drilling waste requiring treatment, transport, and disposal is a major operational expense and environmental liability. By discharging cuttings with minimal retained fluid content, the shaker reduces the total volume of waste that must be handled by downstream drying shakers, centrifuges, or thermal desorption units.
-
Lower Dilution Requirements: Cleaner recycled mud requires less dilution to maintain desired properties, further conserving fluid and reducing chemical treatment costs.
4. Enabling Higher Rates of Penetration (ROP)
The connection between effective shale shaker performance and drilling speed is direct and well-documented. When drilled solids are efficiently removed, the circulating mud maintains lower plastic viscosity and optimized density. This reduces hydraulic resistance at the bit face and improves the removal of freshly cut rock chips, mitigating the phenomenon known as "chip hold-down." The result is a higher rate of penetration, allowing the rig to drill more footage in less time—a primary driver of overall well economics.
5. Optimizing the Entire Solids Control System
The shale shaker is the first component in a sequential solids control train. Its performance dictates the loading and efficiency of every downstream device—desanders, desilters, and centrifuges. When a shaker fails to remove coarse solids, these particles overload the hydrocyclones, causing accelerated wear, reduced separation efficiency, and increased maintenance frequency. An effective shale shaker reduces the solids burden on the entire system, allowing each downstream device to operate within its design envelope and achieve optimal separation cut points. This integrated efficiency is a hallmark of well-designed drilling operations.
6. Enhancing Environmental Compliance and Sustainability
In an era of increasingly stringent environmental regulations, the shale shaker plays a vital compliance role. Effective primary solids removal minimizes the volume of contaminated cuttings that must be disposed of, helping operators meet targets for waste minimization and zero discharge. Furthermore, by maximizing fluid recovery, the shaker reduces the overall environmental footprint of the drilling operation, contributing to more sustainable resource extraction.
AIPU Hunter-MG Series: Engineering Maximum Contribution to the Drilling Process
Recognizing the critical contributions of the shale shaker is one thing; selecting equipment that consistently delivers these benefits is another. The AIPU Hunter-MG series shale shaker is purpose-built to maximize its positive impact on the drilling process. Manufactured by Aipu Solid Control Co., Ltd, drawing on over 20 years of specialized industry experience, the Hunter-MG lineup incorporates features that directly address the performance and economic demands of modern drilling.
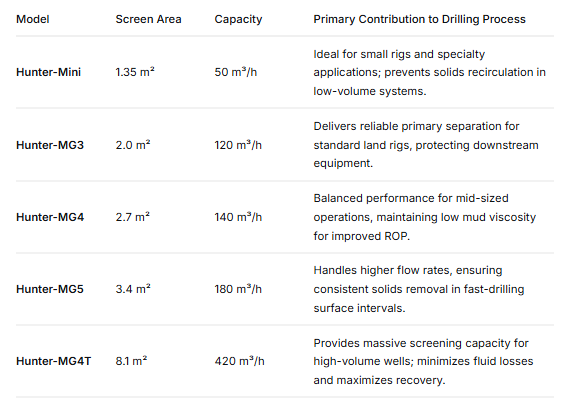
High-Capacity Separation Tailored to Rig Requirements
The Hunter-MG series offers a comprehensive range of models to match any flow rate and rig configuration, ensuring the shaker is correctly sized for its intended contribution:
Features That Amplify the Shale Shaker's Contribution
-
Adjustable Deck Angle (-1° to +5°): Real-time optimization of fluid retention and solids conveyance. A flatter angle maximizes base fluid recovery in OBM systems; a steeper angle accelerates cuttings removal during fast drilling. This adaptability ensures the shaker contributes optimally as formation conditions change.
-
Premium Vibratory Motors: Equipped with motors from Italvibras, Martin, and Oli, Hunter-MG shakers generate consistent G-forces (6.0–7.0G) and double amplitudes (5–6 mm) essential for effective stratification and fluid throughput.
-
Dual-Motion Capability (Hunter-MGD): For wells with variable lithology, the Hunter-MGD offers the unique contribution of on-the-fly switching between linear and balanced elliptical motion. Linear mode excels in abrasive sands; elliptical mode prevents screen blinding in sticky clays. This dual-motion design, achieved with just two motors, ensures peak separation performance regardless of downhole conditions.
-
Flexible Screen Options: Both steel-framed and composite-framed API screen panels are available, allowing users to tailor screen selection to the specific formation and drilling fluid type.
-
Robust Construction and Reliability: Heavy-duty welded baskets, strict sand-blasting, and anti-corrosion coatings ensure long service life in harsh environments, minimizing shaker-related downtime and maximizing its continuous contribution to the drilling process.
Seamless Integration with Complete Solids Control Systems
The Hunter-MG series is designed to integrate smoothly with Aipu's comprehensive line of solids control and waste management equipment, including desanders, desilters, mud cleaners, and centrifuges. This system-level compatibility enables operators to construct a cohesive, high-efficiency drilling fluid processing plant where the shaker's contribution is fully leveraged by downstream equipment.
Conclusion
The shale shaker's contribution to the drilling process is both profound and multifaceted. It is the first line of defense against abrasive wear, the guardian of drilling fluid properties, a key driver of cost reduction, and the foundation of effective solids control. A high-performance shaker like the AIPU Hunter-MG series does more than just separate solids—it actively enhances rig efficiency, protects capital assets, and reduces the total cost of well construction. By investing in advanced shale shaker technology, drilling contractors ensure that this critical component delivers its maximum possible contribution to a safe, efficient, and profitable drilling operation.
Related Products







