Common Oilfield Shale Shaker Problems and Troubleshooting Methods
Shale shakers are the first line of defense in any drilling solids control system. When a shale shaker malfunctions, the entire mud circulation system suffers—downstream equipment like degassers, desanders, desilters, and centrifuges become overloaded, drilling fluid properties degrade, and operating costs rise. Understanding common shale shaker problems and their troubleshooting methods helps rig crews minimize downtime and keep drilling on track. This guide covers the most frequent issues and practical solutions, with references to AIPU’s Hunter-MG series shakers, which are designed for reliability and easy maintenance.

Problem 1: Frequent Screen Damage or Premature Tearing
Symptoms:
Screen panels develop holes or tears within hours or days of installation; solids larger than expected appear in downstream tanks.
Possible Causes:
-
Incorrect screen tension (too loose or too tight)
-
Foreign objects (lost tools, large cuttings, debris) bouncing on the screen
-
Excessive G-force or amplitude for the screen type
-
Worn support rubbers or frames creating sharp edges
Troubleshooting & Solutions:
-
Always tension screens according to the manufacturer’s procedure. Use a tensioning tool for even force.
-
Inspect the screen basket and support grid for burrs or broken welds.
-
Reduce G-force if the shaker has adjustable vibration parameters. AIPU’s Hunter-MGD dual-motion shaker operates at 6.0–7.0 G with 5–6 mm double amplitude—stay within this range.
-
Switch from steel-framed to composite-framed screens or vice versa depending on abrasiveness. AIPU offers both options to match formation conditions.
-
Install a magnetic separator or scalping screen upstream to catch large debris.
Problem 2: Mud Overflow or Bypass (Mud Spilling Over Screen Edges)
Symptoms:
Drilling fluid flows over the side of the screen instead of passing through; mud accumulates around the shaker base.
Possible Causes:
-
Feed rate exceeds shaker capacity
-
Deck angle too low (positive angle too high causing fast flow without proper separation)
-
Screens are blinded (fine solids blocking mesh openings)
-
Worn or missing rubber seals between screen panels and frame
Troubleshooting & Solutions:
-
Compare flow rate against shaker capacity. AIPU Hunter-MG models range from 50 m³/h (Hunter-Mini) to 420 m³/h (Hunter-MG4TC). Upgrade to a larger model or add a tandem shaker if flow consistently exceeds capacity.
-
Adjust deck angle. Most Hunter-MG shakers allow -1° to +5°; Hunter-MGD offers -3° to +3°. For high flow, increase positive angle to speed cuttings discharge. For better separation, use a negative angle.
-
Clean or replace blinded screens. Reduce mud viscosity or add polymer to prevent solids from sticking.
-
Check all rubber seals and cushion strips. Replace any that are cracked or compressed. AIPU’s design uses fewer spare parts, making seal replacement straightforward.
Problem 3: Abnormal Vibration or Excessive Noise
Symptoms:
The shaker shakes violently, makes knocking or grinding sounds, or vibrates unevenly from side to side.
Possible Causes:
-
Loose motor mounting bolts or screen basket bolts
-
Broken or sagging spring assemblies
-
Worn bearings in the vibrator motor
-
Uneven distribution of mud on the screen (loading one side more than the other)
Troubleshooting & Solutions:
-
Stop the shaker and check all fasteners. Torque bolts to manufacturer specifications.
-
Inspect springs for cracks, rust, or permanent deformation. Replace springs in sets.
-
Listen to the vibrator motor with a stethoscope or screwdriver. Grinding indicates bearing failure—replace bearings immediately.
-
Ensure the feed box distributes mud evenly across the full screen width. Clean any blockages.
-
For AIPU’s dual-motion Hunter-MGD, check the switching mechanism between linear and elliptical motion. Any hesitation or irregularity requires professional inspection.
Problem 4: Poor Solids Separation (Wet Cuttings or Excessive Fluid in Discharge)
Symptoms:
Cuttings discharged from the shaker are wet and sticky; mud loss is higher than normal; downstream equipment receives more solids than expected.
Possible Causes:
-
Deck angle too low (negative angle too steep) causing fluid to pool and not drain
-
Vibration mode not suited for current mud type
-
Screen mesh too coarse for the formation
-
G-force or amplitude too low to convey cuttings effectively
Troubleshooting & Solutions:
-
Increase deck angle (move toward positive angle) to speed up cuttings transport.
-
Change vibration mode. On AIPU Hunter-MGD, switch from elliptical to linear motion for drier cuttings. Linear motion provides higher shear and better dewatering.
-
Use finer mesh screens. AIPU provides screens for separation points from 15–74 μm. Match screen opening to expected particle size.
-
Increase G-force if adjustable. Stay within 6.0–7.0 G for most applications.
-
Check that screen tension is uniform—loose screens reduce conveyance efficiency.
Problem 5: Motor Overheating or Frequent Shutdown
Symptoms:
Motor housing is too hot to touch; thermal overload trips repeatedly; shaker stops during operation.
Possible Causes:
-
Overloading (mud volume or density too high)
-
Low voltage or phase imbalance in electrical supply
-
Bearing failure causing excessive friction
-
Poor ventilation or mud buildup on motor cooling fins
Troubleshooting & Solutions:
-
Measure motor current with a clamp meter. Compare with nameplate rating. Reduce feed rate if overloading.
-
Check supply voltage and connections. AIPU shakers have customizable electrical systems (380V/50Hz or 460V/60Hz)—ensure your supply matches.
-
Replace bearings if rough or noisy.
-
Clean motor housing and ensure cooling air can circulate.
-
For ATEX/IECEX rated shakers, never bypass thermal protections. Contact AIPU support if overheating persists.
Problem 6: Screen Blinding (Solids Plugging Mesh Openings)
Symptoms:
Mud pools on the screen instead of passing through; fine solids accumulate on the screen surface, forming a cake.
Possible Causes:
-
Sticky clay or high solids content in mud
-
Low vibration intensity failing to clear the mesh
-
Screen mesh too fine for the solids load
Troubleshooting & Solutions:
-
Increase vibration G-force temporarily to shake off stuck solids.
-
Switch to elliptical motion if available (Hunter-MGD). Elliptical motion is gentler but helps fluid pass through.
-
Install a screen with slightly larger openings or use a dual-layer screen (fine mesh on top, coarse backup).
-
Add water or chemical dispersant to reduce mud stickiness.
-
Consider a drying shaker downstream. AIPU offers dry shaker options in the Hunter series.
Preventive Maintenance to Avoid Common Problems
Most shale shaker problems can be prevented with a disciplined maintenance routine:
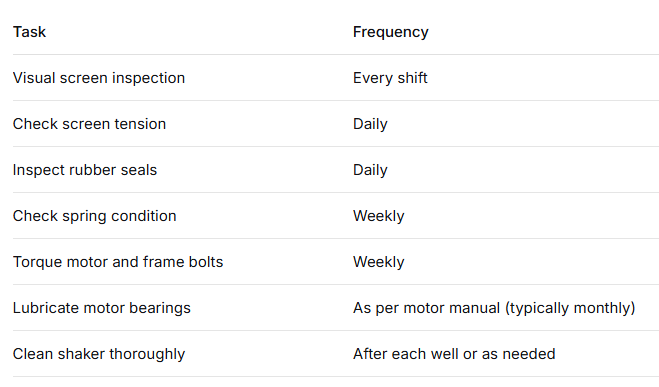
AIPU’s Hunter-MG series is engineered with fewer spare parts, easy operation, and low maintenance requirements—directly reducing the frequency of common problems. The Hunter-MGD dual-motion shaker adds flexibility to adapt to changing drilling conditions without stopping the unit.
When to Call the Manufacturer
If troubleshooting does not resolve the issue, or if you notice:
-
Cracks in the screen basket or main frame
-
Failure of the vibration mode switching mechanism (on dual-motion units)
-
Electrical faults beyond basic checks
-
Persistent overheating after cleaning and load reduction
Contact AIPU Solid Control Co., Ltd directly. With over 20 years of experience and a 50,000 m² production base, their technical team can provide remote or on-site support. AIPU has delivered over 300 system-equivalent products to more than 30 countries, backed by multiple international certifications and independent invention patents.
Conclusion
Understanding common shale shaker problems and their troubleshooting methods empowers rig crews to act quickly, reducing downtime and costs. Regular inspection, proper screen tensioning, correct vibration parameter settings, and timely replacement of wear parts are the keys to reliable operation. Whether you operate a compact Hunter-Mini (50 m³/h) or a high-capacity Hunter-MG4TC triple-deck shaker (420 m³/h), following these guidelines will keep your solids control system running efficiently. For persistent issues or custom configuration needs, AIPU’s global support network is ready to help.
Related Products







