Purpose of Decanter Centrifuge in Drilling: The Multi-Functional Workhorse of Final-Phase Solids Con
The decanter centrifuge serves multiple critical purposes in drilling operations, making it one of the most versatile and valuable pieces of equipment in the entire solids control system. Unlike earlier-stage equipment that targets specific particle size ranges, the centrifuge's purpose shifts based on the type of drilling fluid being processed and the operational objectives at hand. Understanding these varied purposes is essential for optimizing drilling fluid management, reducing costs, and ensuring environmental compliance.
1. Primary Purposes Overview
The decanter centrifuge fulfills four main purposes in drilling operations:
-
Solids Removal: Eliminating ultra-fine particles (2-7 microns) that cannot be removed by screens or hydrocyclones
-
Barite Recovery: Selectively separating valuable weighting material from low-gravity drilled solids in weighted mud systems
-
Viscosity Control: Managing rheological properties by removing colloidal and ultra-fine particles
-
Waste Volume Reduction: Dewatering waste streams to minimize disposal volumes and costs
Each of these purposes addresses specific operational challenges and contributes to overall drilling efficiency and economy.
2. Purpose in Non-Weighted Mud Systems
In non-weighted drilling fluids—where barite or other weighting agents are not present—the centrifuge serves a straightforward but critical purpose: comprehensive solids removal.
The Problem It Solves:
After passing through shale shakers, desanders, and desilters, non-weighted mud still contains ultra-fine particles (typically 2-20 microns) that gradually accumulate. These particles:
-
Increase plastic viscosity and yield point
-
Thicken filter cake, increasing differential sticking risk
-
Reduce penetration rates
-
Increase dilution requirements and overall mud costs
-
Cannot be removed by any other mechanical means
The Centrifuge Solution:
By generating centrifugal forces exceeding 2,000 G, the decanter centrifuge removes virtually all solid phases larger than 2-5 microns. From the technical specifications:
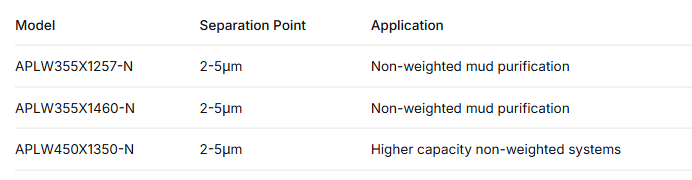
This comprehensive removal rapidly restores the drilling fluid's specific gravity and rheological properties, providing a reliable safety guarantee for efficient drilling operations. Without this capability, non-weighted mud systems would eventually become unusable due to accumulated fines, requiring expensive dilution or disposal.

3. Purpose in Weighted Mud Systems
In weighted drilling fluids containing barite or other weighting materials, the centrifuge serves a more nuanced and economically significant purpose: selective separation for barite recovery.
The Challenge:
Weighted muds typically contain:
-
Valuable barite (specific gravity ~4.2) added intentionally for density
-
Low-gravity drilled solids (specific gravity ~2.6) that accumulate during drilling
-
Ultra-fine colloidal particles that affect rheology
Simply removing all solids would discard expensive barite along with unwanted drilled solids—an economically unacceptable solution.
The Centrifuge Solution:
Through careful adjustment of operating parameters—particularly bowl speed, differential speed, and pool depth—the centrifuge can selectively separate particles based on density and size:
-
Barite Recovery Mode: Lower G-forces and optimized pool depths allow heavier barite particles to remain in the liquid phase while lighter drilled solids are discharged. This recovers valuable weighting material while purging contaminants.
-
Viscosity Control Mode: When barite recovery is not the priority, the centrifuge can be operated to remove ultra-fine colloidal particles that increase viscosity, maintaining proper rheology without excessive dilution.
Models like the APLW530X1540-N with 55kW main motor and 2-5μm separation point are well-suited for these dual roles in weighted systems.
4. Purpose for Viscosity and Rheology Control
Regardless of mud type, controlling viscosity is a constant challenge in drilling operations. The centrifuge addresses this through:
Colloidal Particle Removal:
Colloidal particles (typically <2μm) have high surface area and significantly increase viscosity through surface interactions. While too small to be removed by most mechanical means, these particles respond to the extreme G-forces of a centrifuge. Their removal reduces:
-
Plastic viscosity
-
Yield point
-
Gel strengths
-
Chemical treatment requirements
Low-Gravity Solids Management:
Accumulated low-gravity drilled solids increase mud weight unnecessarily and degrade rheology. The centrifuge selectively removes these solids while preserving valuable components, maintaining optimal mud properties throughout the drilling interval.
5. Purpose for Barite Recovery and Economic Optimization
Barite is one of the most expensive components of drilling fluid. The centrifuge's ability to recover and reuse barite delivers significant economic benefits:
Recovery Economics:
-
Without recovery: Barite is discarded with cuttings, requiring constant addition of new barite
-
With recovery: Barite is separated from drilled solids and returned to the active system
-
Typical recovery rates: 85-95% of barite can be recovered when properly configured
Operational Impact:
By recovering barite, operators can:
-
Reduce barite purchases by 30-50% in extended drilling operations
-
Minimize dilution requirements
-
Lower waste disposal volumes and costs
-
Maintain more consistent mud density
6. Purpose for Waste Management and Environmental Compliance
Environmental regulations increasingly restrict drilling waste disposal, making volume reduction a critical objective. The centrifuge serves this purpose through:
Dewatering Waste Streams:
When processing waste from the solids control system—including desilter underflow, excess mud, or cleanup fluids—the centrifuge produces:
-
A clarified liquid phase that can be reused or further treated
-
A solid cake with significantly reduced volume and moisture content
Volume Reduction Benefits:
From the specifications, a centrifuge processing 40-60 m³/h of waste can reduce disposal volumes by 50-70%, directly lowering:
-
Disposal costs
-
Transportation expenses
-
Environmental footprint
-
Regulatory compliance burden
Three-Phase Separation for Oily Wastes:
For oil-based mud waste management, three-phase centrifuges serve an additional purpose: base oil recovery. Models like the APLWS355X1460BP-N and APLWS420X1680BP-N separate:
-
Light phase (recovered base oil for reuse)
-
Heavy phase (water for treatment or discharge)
-
Solids (dewatered cuttings for disposal)
This capability transforms waste management from a cost center into a resource recovery opportunity, with recovered oil valued at market rates.
7. Purpose for Formation Protection
Beyond mud properties and economics, the centrifuge plays a crucial role in protecting the producing formation:
Minimizing Formation Damage:
Ultra-fine solids in drilling fluid can invade permeable formations, causing:
-
Permeability impairment
-
Reduced production rates
-
Formation damage that may require expensive stimulation
By removing these particles before the fluid contacts the formation, the centrifuge helps preserve natural productivity.
Filter Cake Quality:
Cleaner drilling fluid produces thinner, more impermeable filter cake, which:
-
Reduces differential sticking risk
-
Minimizes fluid loss to the formation
-
Improves wellbore stability
-
Facilitates better cement jobs
8. Purpose for Downstream Equipment Protection
The centrifuge also serves as a protective barrier for other equipment:
Reducing Wear:
Ultra-fine solids, while small, are highly abrasive. Their removal before fluid returns to mud pumps, drill string, and downhole tools:
-
Extends equipment life
-
Reduces maintenance frequency
-
Lowers replacement parts costs
-
Prevents unscheduled downtime
Enhancing Chemical Effectiveness:
Cleaner drilling fluid requires less chemical treatment, as additives are not consumed by reactions with unwanted solids. This improves the cost-effectiveness of the entire mud program.
9. Purpose in Different Operational Phases
The centrifuge's purpose evolves throughout the drilling process:
Top-hole Drilling:
-
Focus on removing large volumes of drilled solids
-
Often run at maximum capacity for solids ejection
Intermediate Sections:
-
Balance between solids removal and fluid retention
-
May shift to barite recovery mode in weighted intervals
Reservoir Sections:
-
Maximum emphasis on formation protection
-
Fine-tuned for ultra-fine particle removal regardless of cost
Completion Operations:
-
Used for final fluid polishing
-
Ensures completion fluids meet stringent cleanliness specifications
10. Purpose Integration with Other Equipment
The centrifuge does not work in isolation—its purpose is enhanced through proper integration:
With Desanders and Desilters:
By removing larger particles upstream, desanders and desilters reduce the solids load on the centrifuge, allowing it to focus on its specialized role of ultra-fine removal.
With Centrifugal Pumps:
Proper feeding is essential. As noted in the brochure, single screw pumps (APG series) with stable, pulse-free flow are commonly used as centrifuge feed pumps to ensure consistent performance.
With Waste Management Systems:
In integrated waste management, the centrifuge serves as the final dewatering stage before mechanical drying or direct disposal.
11. Purpose Summary by Mud Type
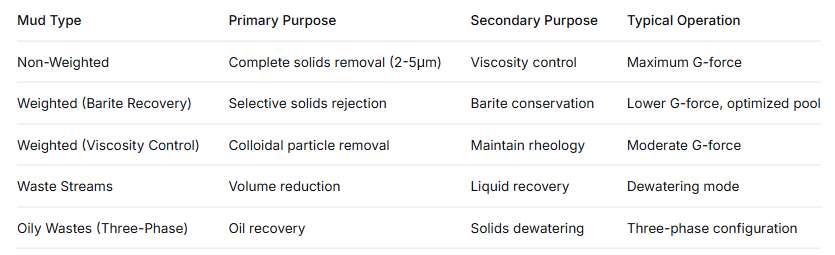
Conclusion
The decanter centrifuge serves not one but multiple essential purposes in drilling operations, adapting its role to the specific requirements of each situation. In non-weighted muds, it provides the only mechanical means to remove ultra-fine particles that would otherwise degrade fluid properties beyond usability. In weighted systems, it delivers significant economic value through selective barite recovery while maintaining proper rheology. For waste management, it reduces disposal volumes and enables resource recovery. And throughout all operations, it protects the formation, extends equipment life, and ensures regulatory compliance.
This versatility—combined with its ability to separate particles as fine as 2-5 microns—makes the decanter centrifuge an indispensable component of modern solids control systems, justifying its position as the final and most sophisticated mechanical barrier against harmful solids in the drilling fluid.
Related Products







