What is a Vacuum Degasser? The Gas Removal Specialist in Drilling Fluid Systems

1. Definition and Core Function
A vacuum degasser is a mechanical device specifically engineered to separate and remove entrained gases—such as methane, hydrogen sulfide, and carbon dioxide—from drilling fluids. By creating a vacuum environment that encourages gas liberation, it restores the mud's density, prevents gas locking of pumps, and eliminates flammable or toxic gas hazards.
There are two primary types of degassers used in drilling operations:
-
Vertical Degasser (Atmospheric/Centrifugal Degasser): Uses centrifugal force and thin-film dispersion to release gas at or near atmospheric pressure.
-
Vacuum Degasser: Employs a vacuum pump to create a low-pressure environment within a vessel, maximizing gas separation efficiency.
2. The Role in the Solids Control System
The vacuum degasser occupies a unique and critical position in the fluid processing sequence:
Positioning:
Typically located immediately after the shale shaker and before the desander and desilter. This placement is strategic:
-
Gas-cut mud from the well returns first to the shakers for coarse solids removal
-
It then flows to the degasser for gas removal
-
Degassed mud then proceeds to desanders, desilters, and centrifuges for solids control
Why This Order Matters:
If gas-cut mud went directly to hydrocyclones (desanders/desilters), the gas would cause:
-
Cavitation: Gas bubbles collapse violently inside pumps, causing damage
-
Efficiency Loss: Gas interferes with the centrifugal separation process
-
Inaccurate Readings: Gas affects mud weight measurements and well control decisions
3. Types of Vacuum Degassers
Based on the brochure specifications, AIPU offers several degasser configurations:
APLCQ Series Vertical Degasser:
As described: "The vertical degasser, also known as an atmospheric degasser/centrifugal degasser, is a highly efficient new type of equipment for the removal of small bubbles from drilling mud."
Key Specifications (APLCQ300):
-
Flow Rate: 300 m³/h
-
De-Gas Capacity: 30 m³/h
-
Main Motor: 22 kW
-
Vacuum Pump: 1.1 kW
-
Inlet ID: 20"
-
Outlet ID: 6"
-
Vent ID: 1-1/2"
-
Dimensions: 1150×1054×3110 mm
-
Weight: 1400 kg
APZCQ Series Vacuum Degasser:
A more traditional vacuum degasser design available in multiple capacities: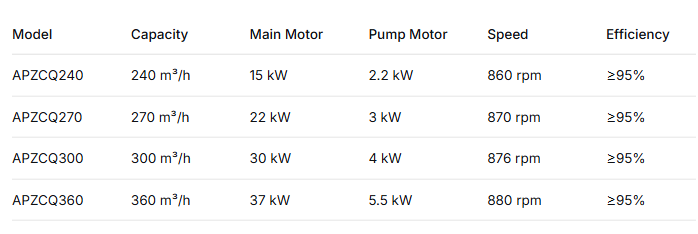
All models operate with a vacuum degree of -0.02 to -0.04 MPa.
APVD Series Vacuum Degasser:
The brochure notes: "In addition to the APZCQ and APLCQ, the APVD vacuum degasser is also popular with many customers. The APVD is a high performance product with a high capacity and low power consumption, it is a low energy consumption and environmentally friendly product. It has an internal level float control valve. The whole process is simple and well effectiveness."
4. How Does a Vacuum Degasser Work?
Understanding the operating principle of a vacuum degasser requires examining both types:
Vertical Degasser (APLCQ Series) Operating Principle:
-
Fluid Entry: Gas-cut drilling mud enters the degasser through the large inlet (20" on APLCQ300) at the top or side of the vessel.
-
Centrifugal Dispersion: The fluid encounters a high-speed rotating impeller (driven by the 22 kW main motor). This impeller:
-
Flings the mud outward by centrifugal force
-
Spreads it into a thin film against the vessel walls
-
Creates enormous surface area for gas release
-
-
Thin-Film Gas Liberation: As the mud is spread into a thin layer, entrained gas bubbles rise to the surface and burst. The combination of centrifugal force and thin-film exposure maximizes gas release.
-
Vacuum Enhancement: A vacuum pump (1.1 kW) maintains a slight vacuum above the mud, encouraging gas to evolve from the liquid.
-
Gas Discharge: Liberated gases—including methane, hydrogen sulfide, and carbon monoxide—are drawn out through the vent (1-1/2" ID) and safely routed away.
-
Degassed Fluid Exit: Clean, gas-free mud collects at the bottom and exits through the outlet (6" ID) to downstream solids control equipment.
Vacuum Degasser (APZCQ Series) Operating Principle:
-
Vacuum Creation: A vacuum pump creates negative pressure (-0.02 to -0.04 MPa) inside the degasser vessel.
-
Fluid Entry: Gas-cut mud is drawn into the vessel due to the pressure differential.
-
Gas Expansion and Release: Under vacuum conditions, gas bubbles expand and rise more rapidly. The reduced pressure allows dissolved gas to come out of solution.
-
Mechanical Dispersion: Internal components (baffles, trays, or impellers) spread the mud into thin layers or droplets, maximizing surface area.
-
Gas Separation: Liberated gas is drawn out by the vacuum pump and discharged through the vent line.
-
Level Control: The APVD series features "an internal level float control valve" that maintains proper fluid level automatically.
-
Degassed Discharge: Gas-free mud is pumped out by an integral centrifugal pump (or by gravity) to the next processing stage.
5. Key Components
Vacuum Pump:
-
Creates and maintains the vacuum environment
-
Ranges from 1.1 kW to 5.5 kW depending on model
-
Handles both air and entrained gas safely
Main Motor/Impeller (Vertical Type):
-
15-37 kW depending on capacity
-
Drives the centrifugal dispersion mechanism
-
Creates thin-film exposure for gas release
Vessel:
-
Steel construction with corrosion-resistant coatings
-
Sized for the rated flow capacity (240-360 m³/h)
-
Includes inlet, outlet, and vent connections
Level Control System:
-
Prevents overfilling or running dry
-
APVD features automatic float control
-
Ensures consistent operation
Vent Line:
-
Safely routes liberated gases away from the rig
-
Typically connected to a flare or safe discharge area
-
Critical for handling toxic gases (H2S)

6. What Gases Are Removed?
A vacuum degasser handles multiple gas types:
Methane (CH₄):
-
Flammable, explosive in certain concentrations
-
Primary component of natural gas
-
Most common gas encountered in drilling
Hydrogen Sulfide (H₂S):
-
Extremely toxic—lethal even at low concentrations
-
Corrosive to equipment
-
Requires special materials for H2S service
Carbon Dioxide (CO₂):
-
Can cause carbonate scaling
-
Affects mud pH and properties
-
Less toxic but still problematic
Carbon Monoxide (CO):
-
Toxic, flammable
-
Less common but potentially present
Air (Entrained during mixing):
-
Introduced during surface operations
-
Can cause pump cavitation

7. Efficiency and Performance
The brochure specifies degassing efficiency at "≥95%" for the APZCQ series. This means:
-
At least 95% of entrained gas volume is removed in a single pass
-
Multiple passes through the system can achieve even cleaner mud
-
Efficiency depends on:
-
Gas type and concentration
-
Mud viscosity
-
Temperature
-
Vacuum level
-
Separation Mechanism:
Small bubbles encapsulated in liquid film are broken up by:
-
Centrifugal force: In vertical degassers
-
Vacuum expansion: In vacuum degassers
-
Thin-film exposure: In both types
-
Adequate agitation: Ensuring all fluid contacts the gas-release surface

8. Applications and Benefits
Primary Applications:
-
Drilling through gas zones: When formation gas enters the mud
-
Trip gas: Gas that enters during pipe trips
-
Connection gas: Gas swabbed in during connections
-
Air-entrained mud: From poor suction conditions or mixing
-
H2S emergencies: Critical for safety when sour gas encountered
Key Benefits:
Safety:
-
Removes flammable gases, reducing fire/explosion risk
-
Eliminates toxic H2S, protecting rig personnel
-
Preents gas accumulation in enclosed spaces
Pump Protection:
-
Gas in mud causes cavitation in centrifugal pumps
-
Cavitation damages impellers and reduces pump life
-
Degassed mud ensures smooth pump operation
Mud Property Maintenance:
-
Gas reduces mud density (weight)
-
False low mud weight can lead to well control errors
-
Restoring density ensures accurate well monitoring
Solids Control Efficiency:
-
Gas interferes with hydrocyclone operation
-
Degassed mud improves desander/desilter performance
-
Better separation reduces overall solids content
HSE Compliance:
-
Meets environmental and safety regulations
-
Reduces hazardous gas release to atmosphere
-
Protects personnel and environment

9. Installation and Positioning
Typical Layout:
-
Shale shakers (first stage)
-
Mud tanks with flow between compartments
-
Degasser positioned to receive shaker discharge
-
Degassed mud flows to desander section
-
Gas vent line routed to safe area (flare)
Space Requirements:
-
Vertical degassers require headroom (APLCQ300: 3110 mm tall)
-
Vacuum degassers may have smaller footprint
-
Access for maintenance essential
Piping Considerations:
-
Inlet should have minimal restrictions
-
Outlet should gravity-feed to next compartment
-
Vent line must slope away from degasser
-
No valves on vent line that could block gas flow
10. Special Features and Options
The brochure highlights several advanced features:
Material Options:
-
"Available in plain carbon steel or hydrogen sulfide resistant steel"
-
Critical for sour gas environments where H2S present
Certifications:
-
"ATEX, IECEX, etc. are optional"
-
Explosion-proof certifications for hazardous areas
Electrical Customization:
-
"Electrical system is customizable"
-
Accommodates different voltage/frequency requirements
Surface Coating:
-
"Surface coating colors" available
-
Corrosion protection for harsh environments
Float Control (APVD):
-
"Internal level float control valve"
-
Automatic operation without manual intervention
-
Prevents gas breakthrough or liquid carryover

11. Operating Parameters
Vacuum Level:
-
APZCQ series: -0.02 to -0.04 MPa
-
Optimal vacuum depends on:
-
Mud type (water-based vs. oil-based)
-
Temperature
-
Gas type
-
Flow Rate:
-
Match degasser capacity to rig circulating rate
-
Undersized degasser causes gas carryover
-
Oversized degasser wastes power
Pressure Drop:
-
Minimal through properly designed system
-
Should not impede flow from shakers
Temperature Effects:
-
Higher temperatures improve gas liberation
-
But may affect vacuum pump performance
-
Consider cooling if mud excessively hot
12. Comparison: Vertical vs. Vacuum Degassers
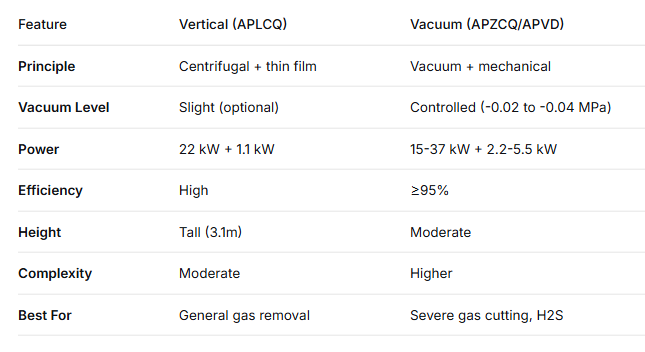
13. Maintenance Requirements
Regular Checks:
-
Vacuum pump oil level and condition
-
Seal integrity (no air leaks)
-
Impeller wear (vertical type)
-
Level control operation
-
Vent line clear and unobstructed
Common Issues:
-
Vacuum leaks reduce efficiency
-
Worn impeller reduces dispersion
-
Plugged vent line causes pressure buildup
-
Level control failure causes flooding or dry running
Preventive Maintenance:
-
Follow manufacturer schedule
-
Inspect internal components for erosion
-
Check vacuum pump belts/alignment
-
Test safety devices
14. Safety Critical Role
The vacuum degasser is not just processing equipment—it's a safety device:
H2S Protection:
-
Even small H2S concentrations are lethal
-
Degasser removes gas before it reaches rig floor
-
Vent line must route H2S to safe flare location
Fire Prevention:
-
Methane is explosive between 5-15% in air
-
Removing methane eliminates explosion risk
-
Particularly critical in enclosed mud rooms
Well Control:
-
Gas-cut mud gives false low mud weight readings
-
Accurate density essential for well control decisions
-
Degasser restores true mud weight

The vacuum degasser stands as the sentinel against one of drilling's most insidious hazards—entrained gas. Whether handling routine methane from drilled gas zones or responding to a dangerous H2S kick, this equipment ensures that drilling fluid returning to the surface is safe, predictable, and properly conditioned for further processing.
By creating conditions—whether through vacuum, centrifugal force, or thin-film dispersion—that encourage gas bubbles to expand and burst, the degasser restores mud density, protects pumps from cavitation, and eliminates flammable or toxic gas hazards. With efficiencies exceeding 95%, modern degassers like the APZCQ series and the innovative APVD with automatic level control provide reliable, low-maintenance gas removal for rigs of all sizes.
In the comprehensive architecture of solids control, the vacuum degasser proves that sometimes the most critical function is removing something you cannot see—but whose presence you cannot afford to ignore.
Related Products







