Purpose of Vacuum Degasser in Drilling: The Critical Role of Gas Removal in Safe and Efficient Opera
Following the explanations of what a vacuum degasser is and how it works, this article focuses specifically on its purposes—the essential functions it performs in drilling operations. While other solids control equipment removes solids from drilling fluid, the vacuum degasser addresses a different threat: entrained gas. Understanding these purposes is crucial for appreciating why this equipment is not optional but essential for safe, efficient drilling.

1. Primary Purpose Overview
The vacuum degasser serves multiple critical purposes in drilling operations:
-
Restore Mud Density: Remove gas to return mud weight to its true value
-
Prevent Pump Cavitation: Eliminate compressible gas that damages pumps
-
Remove Toxic and Flammable Gases: Protect personnel from H₂S and prevent fires/explosions
-
Enable Effective Solids Control: Ensure desanders, desilters, and centrifuges operate properly
-
Maintain Well Control: Provide accurate mud weight readings for kick detection
-
Improve Drilling Efficiency: Reduce non-productive time caused by gas-related problems

2. Purpose 1: Restore and Maintain Accurate Mud Density
The most fundamental purpose of the vacuum degasser is to restore drilling fluid density to its true value.
The Problem:
When gas enters the drilling fluid, it reduces the fluid's density. This "gas-cut" mud weighs less than the designed mud weight. A mud weight that should be 12.0 ppg might read only 10.5 ppg at the flowline.
Why This Matters:
-
Well Control: Hydrostatic pressure exerted by the mud column depends on density. False low readings can mask a kick or cause unnecessary well control actions.
-
Formation Balance: Drilling relies on maintaining precise pressure balance with formation pressures. Incorrect density readings compromise this balance.
-
Drilling Parameters: Rate of penetration, torque, and drag are affected by mud weight. Inconsistent density leads to unpredictable drilling performance.
How the Degasser Addresses This:
By removing entrained gas with ≥95% efficiency (as specified for APZCQ series), the degasser returns mud to within 1-2% of its true density. Gas-cut mud entering at 10.5 ppg leaves at 11.9 ppg—close enough to design specifications for accurate well control decisions.

3. Purpose 2: Prevent Pump Cavitation and Equipment Damage
Centrifugal pumps—used throughout the solids control system—are designed to pump liquids, not gas-liquid mixtures.
The Cavitation Mechanism:
-
Gas-cut mud enters a centrifugal pump
-
Low-pressure zones inside the pump cause gas bubbles to expand rapidly
-
These bubbles travel to high-pressure zones where they collapse violently
-
Collapsing bubbles create shock waves that erode pump impellers and housings
-
Over time, cavitation destroys pump internals, reduces efficiency, and leads to failure
Equipment at Risk:
-
Desander feed pumps: Cavitation reduces separation efficiency
-
Desilter feed pumps: Similar efficiency losses
-
Centrifuge feed pumps: Inconsistent feed affects separation
-
Mud transfer pumps: Reduced capacity and head
-
Mud pumps (if gas reaches them): Potential for gas locking and complete failure
How the Degasser Addresses This:
By removing gas before mud reaches pumps, the degasser ensures pumps handle only incompressible liquid. This:
-
Eliminates cavitation damage
-
Maintains pump efficiency
-
Extends pump life
-
Prevents unexpected failures during critical operations

4. Purpose 3: Remove Toxic and Flammable Gases for Personnel Safety
Some gases encountered in drilling are not just operational nuisances—they are deadly.
Hydrogen Sulfide (H₂S):
-
Toxicity: H₂S is lethal at concentrations as low as 100 ppm. At higher concentrations, a single breath can cause immediate collapse and death.
-
Properties: Heavier than air, so it accumulates in low areas—mud pits, shaker houses, cellars.
-
Corrosivity: Causes sulfide stress cracking of metals.
How the Degasser Addresses This:
-
The degasser actively removes H₂S from the mud
-
Liberated gas is routed through the vent line to a safe location—typically a flare stack where it's burned, converting toxic H₂S to less harmful SO₂
-
The APZCQ/APVD series offer "hydrogen sulfide resistant steel" options for sour gas environments, ensuring the equipment itself doesn't fail due to H₂S corrosion
Methane (CH₄):
-
Flammability: Methane is explosive in concentrations between 5-15% in air
-
Asphyxiation Risk: Can displace oxygen in enclosed spaces
How the Degasser Addresses This:
-
Removes methane from the mud before it can accumulate around the rig
-
Vents it safely away from ignition sources
-
Prevents formation of explosive atmospheres in mud rooms and shaker houses
Carbon Monoxide (CO):
-
Toxicity: Colorless, odorless, and deadly
-
Can be present in some formations or from decomposition
Carbon Dioxide (CO₂):
-
Less toxic but can cause asphyxiation in high concentrations
-
Affects mud chemistry (forms carbonic acid)
5. Purpose 4: Enable Effective Solids Control Equipment Operation
Desanders, desilters, and centrifuges all rely on predictable fluid properties to function properly.
The Problem with Gas-Cut Mud in Hydrocyclones:
-
Centrifugal Separation Disrupted: Gas bubbles are compressible and lightweight. They interfere with the settling of solid particles.
-
Efficiency Loss: A desilter that should remove 90% of 15-44 micron particles might remove only 50-60% when processing gas-cut mud.
-
Inconsistent Underflow: Gas causes erratic discharge, making solids control unpredictable.
The Problem with Gas in Centrifuges:
-
Feed Instability: Gas in the feed causes centrifuge to surge
-
Separation Degradation: Gas interferes with the settling process
-
Cavitation in Feed Pumps: Inconsistent feed rate affects centrifuge performance
How the Degasser Addresses This:
By positioning the degasser immediately after shakers and before all centrifugal separation equipment, it ensures that desanders, desilters, and centrifuges receive gas-free mud. This allows them to operate at their designed efficiencies, maintaining tight control over solids content.
6. Purpose 5: Maintain Well Control Integrity
Well control—preventing uncontrolled flow of formation fluids into the wellbore—is the most critical aspect of drilling operations.
The Connection Between Gas and Well Control:
-
Kick Detection: One primary indicator of a kick is increasing flowline mud weight (returning gas-cut mud). But gas-cut mud reads lighter than true mud weight.
-
False Alarms: Gas-cut mud can trigger well control responses when no actual influx is occurring (trip gas, connection gas).
-
Masked Kicks: Conversely, if gas is not removed, a real kick might be masked by other factors.
How the Degasser Addresses This:
-
Provides accurate mud weight readings for proper well monitoring
-
Removes gas so that any subsequent gas indicates new influx, not recirculated gas
-
Allows pit volume totalizers and flow sensors to function without gas interference
-
Ensures that when a kick occurs, it's detected early and accurately
7. Purpose 6: Improve Drilling Efficiency and Reduce Non-Productive Time
Gas-related problems cause significant non-productive time (NPT).
Gas-Related NPT Examples:
-
Pump Repairs: Cavitation damage requires pump rebuilds
-
Shaker Blinding: Gas can cause foam that blinds shaker screens
-
Mud Treatment: Gas-cut mud may require chemical defoamers
-
Well Control Events: False alarms or actual kicks from undetected influx
-
Equipment Cleaning: Gas breakout can cause mud to foam over tank tops
How the Degasser Addresses This:
-
Prevents pump damage, reducing maintenance downtime
-
Eliminates gas-related foam, keeping shakers clear
-
Reduces chemical consumption (defoamers)
-
Prevents well control false alarms
-
Keeps mud in tanks, not on the rig floor
8. Purpose 7: Enable Proper Hydraulics Calculations
Drilling hydraulics—pressure losses, annular velocities, equivalent circulating density—all depend on accurate fluid properties.
The Problem with Gas-Cut Mud:
-
Compressibility: Gas makes mud compressible, so downhole density differs from surface density
-
Pressure Loss Calculations: Standard hydraulic models assume incompressible fluid; gas invalidates these models
-
ECD Management: Equivalent circulating density calculations become unreliable
How the Degasser Addresses This:
By returning mud to its incompressible state, the degasser ensures that:
-
Surface mud weight equals downhole mud weight (except for temperature/pressure effects)
-
Hydraulic models produce accurate predictions
-
ECD stays within designed limits
-
Hole cleaning calculations remain valid
9. Purpose 8: Handle Different Gas Types and Concentrations
Different drilling scenarios present different gas challenges:
Drilling Through Gas Zones:
-
Continuous low-level gas influx
-
Degasser runs continuously to maintain mud properties
-
APZCQ360 with 360 m³/h capacity handles high flow rates
Trip Gas:
-
Gas swabbed in during pipe trips
-
Short-duration, high-concentration gas
-
Degasser must handle sudden gas loads without flooding
Connection Gas:
-
Gas enters when pumps are off and connections made
-
Similar to trip gas but typically less volume
Gas Kicks:
-
Significant formation influx
-
Degasser operating at maximum capacity to regain control
-
High-efficiency design (≥95%) critical for rapid gas removal
Air Entrainment:
-
From poor suction, vortexing, or mixing operations
-
Continuous low-level gas
-
Degasser removes air to prevent cavitation
10. Purpose 9: Enable Oil-Based Mud Operations
Oil-based muds present special challenges for gas removal.
Why Oil-Based Muds Are Different:
-
Gas can dissolve in oil, not just exist as free bubbles
-
Dissolved gas does not affect mud density at surface but will come out of solution downhole as pressure and temperature change
-
Simple atmospheric degassing won't remove dissolved gas
How the Vacuum Degasser Addresses This:
-
Vacuum (as in APZCQ/APVD series) reduces pressure above the mud, forcing dissolved gas out of solution
-
Without vacuum, dissolved gas remains in the mud, potentially causing problems downhole
-
True vacuum degassers are essential for oil-based mud systems
11. Purpose 10: Environmental Compliance and HSE Requirements
Modern drilling operations must meet strict environmental and safety regulations.
Regulatory Drivers:
-
Gas Emissions: Flammable and toxic gas releases must be controlled
-
Personnel Exposure Limits: H₂S exposure is strictly limited
-
Flaring Requirements: Captured gas must be flared, not vented raw
How the Degasser Addresses This:
-
Captures gas from mud before it can escape to atmosphere
-
Routes gas to flare for safe combustion (converting H₂S to SO₂, burning methane)
-
Protects personnel from toxic exposure
-
Meets regulatory requirements for gas handling
-
Provides documentation of gas management (with proper monitoring)
12. Purpose Summary Table
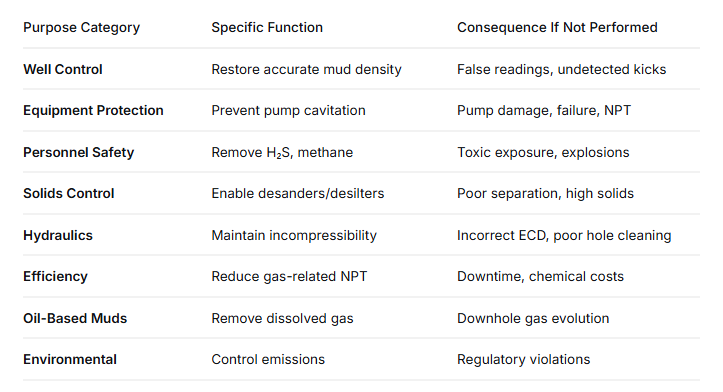
13. Economic Impact
The vacuum degasser's purposes translate directly to economic benefits:
Cost Avoidance:
-
Pump replacements: Avoiding cavitation saves $10,000-50,000 per pump
-
Well control events: One uncontrolled kick can cost millions
-
Personnel injury: H₂S incidents have catastrophic costs
-
Regulatory fines: Non-compliance penalties
Cost Reduction:
-
Chemical savings: Less defoamer usage
-
Screen savings: Less gas-related blinding
-
Maintenance savings: Reduced wear on all downstream equipment
Productivity Improvement:
-
Less NPT: More time drilling, fewer problems
-
Better ROP: Consistent mud properties improve penetration rate
-
Faster trouble resolution: Accurate data enables quick decisions
14. The Degasser as a Safety Barrier
In well control philosophy, the vacuum degasser serves as a secondary barrier:
Primary Barrier: Mud column hydrostatic pressure
Secondary Barrier: Kick detection systems
Tertiary Barrier: BOP equipment
The degasser supports the secondary barrier by:
-
Ensuring accurate kick detection (accurate mud weights)
-
Removing gas so pit volume measurements are reliable
-
Preventing gas from masking other kick indicators
In H₂S environments, the degasser becomes a life-safety barrier, removing toxic gas before it can reach personnel.

15. Conclusion
The vacuum degasser serves not one but multiple essential purposes in drilling operations. It is simultaneously:
-
A well control tool: Restoring accurate mud density for proper monitoring
-
An equipment protector: Preventing cavitation damage to pumps
-
A safety device: Removing toxic H₂S and flammable methane
-
A process enabler: Allowing solids control equipment to function
-
An efficiency driver: Reducing non-productive time and chemical costs
-
An environmental control: Managing gas emissions
Each of these purposes is critical. Without a functioning degasser:
-
Gas-cut mud damages pumps and reduces their life
-
H₂S exposure risks personnel lives
-
Methane creates explosion hazards
-
Desanders and desilters operate poorly
-
Well control decisions are made with inaccurate data
-
Drilling efficiency suffers
With ≥95% gas removal efficiency, the vacuum degasser ensures that drilling fluid leaving the unit is essentially gas-free—properly conditioned for accurate monitoring, effective solids control, and safe operations. In the comprehensive solids control system, the degasser proves that removing what you cannot see—gas—is just as important as removing what you can see—solids.
Related Products







