How Does a Jet Mud Mixer Work?
The jet mud mixer is one of the most efficient devices for adding dry powder additives to drilling fluid. But beyond the basic Venturi explanation, there is a deeper engineering story. To truly understand how a jet mud mixer works, you need to look at the fluid dynamics inside the nozzle and throat, the pressure-velocity trade-offs, and the design parameters that separate a high-performance mixer from a poor one. This article provides an advanced, engineering-focused explanation, along with practical selection and troubleshooting guidance – and explains why AIPU Solid Control designs its APSLH series jet mud mixers for maximum efficiency and durability.

1. The Engineering Question: How Does It Really Work?
At its core, a jet mud mixer converts pressure head into velocity head to create a low-pressure zone that entrains solid particles. The governing equation is the Bernoulli principle for incompressible flow:
P₁ + ½ρv₁² + ρgh₁ = P₂ + ½ρv₂² + ρgh₂ (simplified for horizontal flow: P₁ + ½ρv₁² = P₂ + ½ρv₂²)
When the fluid accelerates through a nozzle (v₂ >> v₁), the pressure P₂ drops significantly. If P₂ falls below atmospheric pressure, a vacuum is created. That vacuum pulls powder from the hopper into the fluid stream.
2. Step-by-Step Fluid Dynamics Inside a Jet Mud Mixer
Let us trace a fluid particle from the centrifugal pump discharge to the mud tank, with numbers.
Stage 1 – Inlet Conditions
Typical centrifugal pump discharge:
-
Flow rate Q = 100 m³/h
-
Pressure P₁ = 0.3 MPa (≈ 30 m of head)
-
Pipe diameter D₁ = 100 mm → velocity v₁ ≈ 3.5 m/s
Stage 2 – Nozzle Acceleration
The nozzle reduces diameter to, say, 25 mm. The velocity increases by the ratio of areas squared:
v₂ = v₁ × (D₁²/D₂²) = 3.5 × (100²/25²) = 3.5 × 16 = 56 m/s
Applying Bernoulli (ignoring friction losses):
P₂ = P₁ + ½ρ(v₁² – v₂²)
For water-based mud (ρ ≈ 1200 kg/m³):
P₂ = 300,000 Pa + 0.5×1200×(3.5² – 56²)
= 300,000 + 600×(12.25 – 3136)
= 300,000 + 600×(-3123.75)
= 300,000 – 1,874,250 = –1,574,250 Pa (absolute pressure would be negative, but in reality cavitation limits occur; the vacuum is strong enough to lift powder).
Stage 3 – Vacuum in the Venturi Throat
The pressure at the throat (P₂) can drop to -0.05 to -0.08 MPa gauge. This vacuum is transmitted through the hopper outlet, pulling dry powder downward.
Stage 4 – Powder Entrainment and Mixing
The high-velocity jet (≈56 m/s) shears the powder particles, breaking agglomerates. The momentum transfer from fluid to solid accelerates the particles. Within a short distance (0.2–0.5 m), the mixture becomes turbulent and nearly homogeneous.
Stage 5 – Diffuser Pressure Recovery
The diverging section (diffuser) gradually slows the slurry, converting velocity back into pressure. A well-designed diffuser recovers 50–70% of the pressure drop, reducing the load on the centrifugal pump.
3. Critical Design Parameters That Affect Performance
Understanding how a jet mud mixer works allows you to optimize these variables: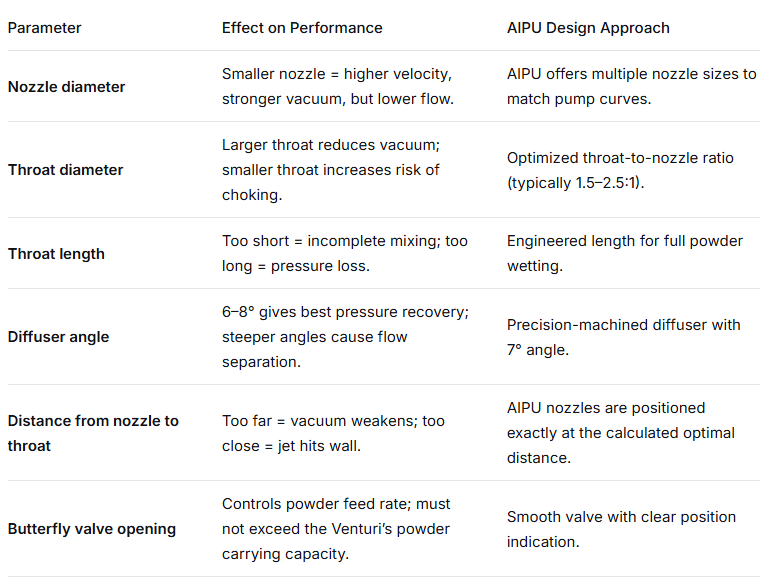
4. Matching the Centrifugal Pump to the Jet Mud Mixer
The jet mud mixer does not create energy; it converts energy. The centrifugal pump must provide sufficient flow and head. Here is the matching rule:
For barite mixing (specific gravity ≈ 4.2):
-
Required jet velocity at nozzle: > 45 m/s
-
Required pressure at nozzle inlet: > 0.25 MPa (36 psi)
-
Pump flow rate: at least 1.5× the settling velocity of barite in the tank.
For bentonite mixing (specific gravity ≈ 2.6):
-
Required velocity: > 30 m/s
-
Required pressure: > 0.18 MPa (26 psi) is sufficient.
AIPU’s recommended matching table (from APSLH series):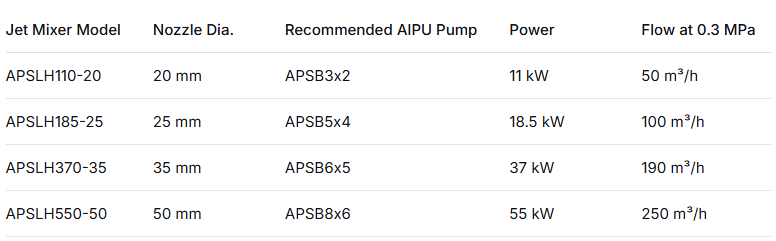
Using an undersized pump will result in weak vacuum and slow powder addition. Using an oversized pump wastes energy and may cause excessive nozzle wear (but does not damage the mixer).
5. Why Two “How It Works” Explanations Matter – Practical vs. Theoretical
You now have two complementary explanations:
-
The practical explanation (previous article) focuses on steps: pump → nozzle → vacuum → powder suction → mixing → discharge.
-
The theoretical explanation (this article) focuses on pressure-velocity conversion, Bernoulli’s equation, and design optimization.
Both are necessary to fully answer “how does a jet mud mixer work.” The practical version helps operators use it correctly; the theoretical version helps engineers select and size the right equipment.
6. Common Performance Problems Explained by Fluid Dynamics
Problem: Weak Vacuum, Powder Not Sucked
-
Fluid dynamics cause: Nozzle velocity too low (P₂ not low enough).
-
Possible reasons: Pump pressure low, nozzle worn (diameter enlarged), pipe restriction before mixer.
-
AIPU solution: Check pump discharge pressure; replace nozzle if orifice has grown >10%.
Problem: Powder Blows Back Out of Hopper
-
Fluid dynamics cause: Venturi throat is “choked” – too much powder for the air+pulverized powder mixture to be entrained. The pressure at the hopper outlet becomes positive.
-
Solution: Reduce butterfly valve opening. Let the velocity clear the throat.
-
AIPU design advantage: Larger throat relative to nozzle reduces choking tendency.
Problem: Pulsating Discharge
-
Fluid dynamics cause: The pump is cavitating (suction pressure too low) or there is air in the suction line.
-
Solution: Check suction strainer, increase mud level above suction inlet, prime pump properly.
Problem: Nozzle Erosion Too Fast
-
Fluid dynamics cause: Abrasive solids (sand, barite) at high velocity cause erosion. Erosion rate ∝ v³.
-
Solution: Use hardened nozzle material (AIPU uses wear-resistant alloy). Reduce pump pressure if possible.
-
AIPU advantage: Hardened 440C stainless steel or ceramic-lined nozzles available.
7. How AIPU Designs Jet Mud Mixers for Superior Performance
AIPU Solid Control has over 20 years of experience in solids control and fluid mixing. AIPU jet mud mixers are engineered based on computational fluid dynamics (CFD) modeling and field validation.
AIPU APSLH Series – Engineering Highlights:
✅ Precision nozzles – CNC-machined to exact diameter, surface finish <0.8 μm to reduce friction loss.
✅ Optimal throat length – Calculated to ensure complete powder wetting without excessive pressure drop.
✅ Hardened materials – Nozzle and Venturi throat made of wear-resistant alloy (hardness >HRC 55).
✅ Multiple configurations – Fixed, portable, or skid-mounted.
✅ Corrosion protection – Three-layer marine coating (sand-blasted, epoxy primer, polyurethane topcoat).
✅ H₂S-resistant option – 316L or 2205 duplex steel for sour gas fields.
✅ Certifications – ATEX, IECEX, pressure vessel inspection available.
8. Selection Guide: Which Jet Mud Mixer Do You Need?
To select the right AIPU jet mud mixer, answer three questions:
-
What is your maximum required addition rate?
-
Light bentonite mixing: APSLH110-20 (180 kg/min)
-
Heavy barite mixing: APSLH370-35 or larger (280–315 kg/min)
-
-
What pump do you have (or will you buy)?
-
Match the mixer model to your pump’s flow and head (see matching table above). AIPU can supply matched pump+mixer packages.
-
-
What is your environment?
-
Standard carbon steel for most onshore. H₂S-resistant steel for sour gas. ATEX certification for hazardous zones.
-
9. Frequently Asked Questions
Q: Can I run a jet mud mixer without a hopper?
A: Technically yes, but the Venturi would suck air (or spilled powder). The hopper is essential for controlled powder feeding.
Q: How do I know if my nozzle is the right size?
A: Measure the pressure at the mixer inlet. For barite, you need >0.25 MPa. If pressure is lower, use a smaller nozzle. If pressure is much higher, you may increase nozzle size for higher flow (but vacuum will decrease).
Q: Why does my AIPU jet mixer sometimes “spit”?
A: Usually because the butterfly valve is opened too far. Reduce the opening until the discharge becomes smooth. This is normal and does not indicate a defect.
Q: What is the maximum solid content the mixer can handle?
A: The jet mixer is designed to add powder into a base fluid. The discharge slurry can have up to 30–40% solids by weight for barite. For extremely high concentrations, you may need multiple passes.
10. Conclusion: From Theory to Practice – Mastering the Jet Mud Mixer
Now you have a complete, two-part answer to “how does a jet mud mixer work?”:
-
The basic mechanism: High-velocity fluid creates a vacuum that sucks powder into a turbulent mixing zone.
-
The engineering details: Bernoulli’s equation governs pressure-velocity conversion; nozzle size, throat geometry, and diffuser angle determine efficiency.
-
The practical operation: Correct pump sizing, butterfly valve control, and nozzle maintenance ensure peak performance.
AIPU Solid Control builds jet mud mixers that embody this engineering knowledge. From precision-machined nozzles to hardened Venturi throats, every component is designed to deliver reliable, high-rate mixing in the toughest drilling environments.
Whether you need to weight up mud with barite, mix spud mud with bentonite, or add lost circulation materials, an AIPU APSLH jet mud mixer will do the job faster and more efficiently.
Choose AIPU – where fluid dynamics meets field reliability.
Related Products







